 English
English Español
Español
The surface effect of WPC wall panels determines their visual realism and service life. The biggest difference between products at different price points is often not in the substrate, but in the surface treatment technology. From low-end printed lamination to high-end co-extrusion, each technology has its characteristics and suitable applications. This article analyzes five mainstream surface treatment technologies in detail to help you make more accurate choices when purchasing.

1. Why Surface Treatment Matters
The substrate of WPC wall panels is a mixture of wood powder and plastic. Its natural color is usually light brown or beige-gray, and the surface is smooth but textureless. Without surface treatment, it looks like an ordinary plastic panel.
Surface treatment has three core functions: providing realistic wood-grain, stone-grain, or other visual effects; offering protective functions such as wear resistance, scratch resistance, stain resistance, and UV resistance; and improving the tactile feel, giving the surface the warmth and texture of wood.
Different technologies vary significantly in these three aspects, directly determining product cost and quality grade.

2. Five Mainstream Surface Treatment Technologies
2.1 Printed Lamination
Process description: A layer of adhesive is applied to the surface of a WPC or PVC substrate, then a printed PVC or PP decorative film is heat-pressed onto it. The film pattern can be wood grain, stone grain, fabric texture, etc.
Advantages: Lowest cost, high production efficiency, extremely rich color and pattern options, can imitate any texture.
Disadvantages: Flat surface without three-dimensional texture, plastic-like feel. Long-term use (especially under sunlight or high temperature) may cause bubbling, delamination, or edge curling. Moderate wear resistance; sharp objects easily penetrate the film.
Suitable for: Low-end indoor decoration, rental properties, temporary exhibitions, budget-limited projects.
Identification: Smooth surface without texture; light scratching with a fingernail may leave marks; the boundary between the film and substrate may be visible at edges.
2.2 Thermal Transfer
Process description: Transfer paper printed with a wood-grain pattern is placed on the substrate surface. Through heating and pressure, the dye on the transfer paper sublimates and penetrates into the substrate surface layer. After cooling, the pattern is fixed into the material.
Advantages: The pattern does not peel like laminated film because the dye penetrates the substrate. Better wear resistance than lamination; the surface can also be embossed afterwards.
Disadvantages: Color saturation is lower than lamination; pattern detail is limited. Requires additional embossing for three-dimensional feel. Moderate cost.
Suitable for: Mid-range indoor walls, commercial spaces, hotel guest rooms.
Identification: The surface may have slight texture (if subsequently embossed), but pattern edges are slightly softer than printed lamination.
2.3 3D Embossing (Used Alone or Combined)
Process description: A steel roller engraved with wood-grain texture applies pressure to the panel surface under heat, creating a raised and recessed texture. Can be used alone (without coloring) or combined with printing or transfer.
Advantages: Realistic tactile feel; you can feel the grain. The texture does not wear away because it is a physical deformation of the material. Increases surface slip resistance.
Disadvantages: When used alone, the color is monotone (only the substrate color). Requires other coloring processes. Limited embossing depth (typically 0.3 to 0.5 mm).
Suitable for: Used together with thermal transfer or co-extrusion; standard feature of mid-to-high-end WPC panels.
Identification: Run your finger horizontally across the surface; you clearly feel the texture. Look at an angle against light to see shadows of the texture.
2.4 Synchronized Register
Process description: The printed pattern and the embossing roller texture are precisely aligned so that the raised/recessed positions exactly match the wood grain's annual rings and vessels in the pattern. For example, where the pattern has a dark annual ring line, the embossing roller creates a groove at that exact position.
Advantages: Most realistic visual effect, almost indistinguishable from real wood. What you feel matches what you see, creating an extremely strong three-dimensional effect. The most advanced surface treatment technology currently available.
Disadvantages: Expensive equipment, slow production speed, relatively low yield, highest cost.
Suitable for: High-end residences, boutique hotels, showrooms, projects with extremely high texture requirements.
Identification: Carefully observe the dark lines of the wood grain; your finger should feel a corresponding groove. Pattern and texture align perfectly without offset.
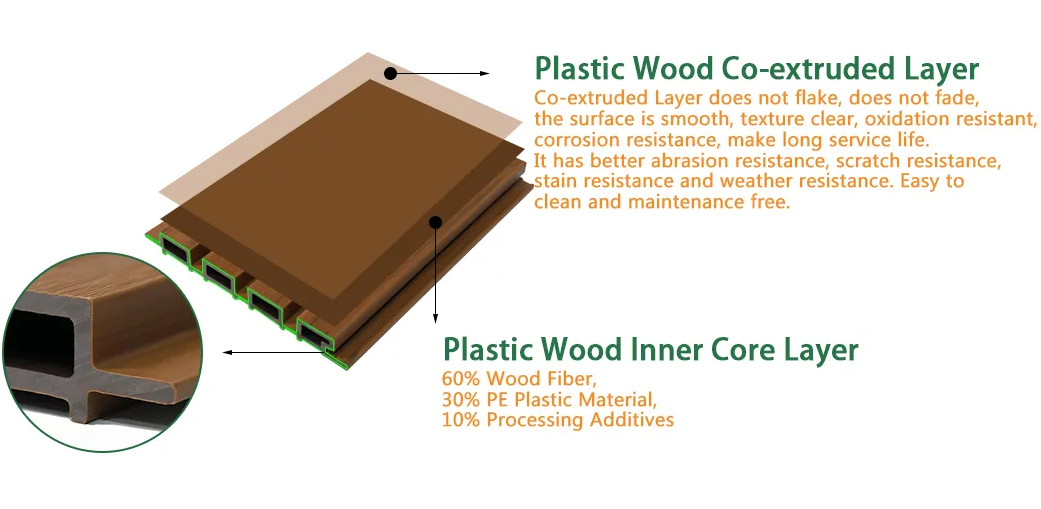
2.5 Co-Extrusion Technology
Process description: Two or more extruders simultaneously extrude different materials, layering them together. The surface layer (typically 0.5 to 1.5 mm thick) uses a high-weatherability material such as ASA (acrylonitrile-styrene-acrylate copolymer) or modified PVC. The inner layer uses ordinary WPC.
Advantages: The surface layer has inherent color and weatherability, requiring no printing or lamination – never fades, never delaminates. Excellent UV resistance, outdoor service life exceeding 15 years. High surface hardness, wear-resistant and scratch-resistant. The bond between layers is at the molecular level and will not separate.
Disadvantages: Highest cost. Fewer color and pattern options (limited by the color range of co-extrusion materials). High equipment investment; only large manufacturers can produce it.
Suitable for: Outdoor facades, sunrooms, coastal projects, high-end commercial buildings.
Identification: The cross-section clearly shows two layers; the surface layer is uniformly colored and dense, different from the inner layer. Scraping the surface with a blade does not cause peeling; the scraped powder matches the surface color.
3. Technology Comparison Table
| Technology | Realism | Wear Resistance | UV Resistance | Tactile Feel | Cost | Suitable For |
| Printed Lamination | Medium | Poor | Poor | Smooth | Low | Low-end indoor |
| Thermal Transfer | Medium-High | Medium | Medium | Can be embossed | Medium | Mid-range indoor |
| 3D Embossing (alone) | Low (no color) | High | Medium | Textured | Medium | Texture without color |
| Synchronized Register | Very High | High | Medium | Realistic | High | High-end indoor |
| Co-Extrusion | High | Very High | Very High | Smooth or embossed | Highest | Outdoor, high-end commercial |
4. How to Choose Based on Application Scenario
Indoor dry areas (living rooms, bedrooms, offices): Printed lamination or thermal transfer is sufficient for basic needs. If budget allows, 3D embossing or synchronized register greatly enhances texture.
Indoor wet areas (bathrooms, kitchens): Avoid printed lamination, as humidity can cause delamination. Choose thermal transfer + 3D embossing or co-extrusion.
Direct sunlight areas (balconies, sunrooms, window sides): UV-resistant technology is mandatory. Printed lamination and standard thermal transfer will fade quickly in sunlight. Choose co-extrusion or thermal transfer with a UV-resistant coating.
Outdoor facades: The only reliable choice is co-extrusion. Outdoor-specific co-extruded WPC panels, tested by QUV, can guarantee no significant fading for 10 to 15 years.
High-traffic commercial spaces (hotel corridors, restaurants): Require wear and scratch resistance. Choose synchronized register or co-extrusion, which have high surface hardness and resist marks.

5. How to Identify Surface Technology
Ask the supplier: Directly ask for the surface treatment technology name. If they are vague or only say premium wood grain, it is likely low-end lamination.
Examine the cross-section: Use a blade to gently scrape the edge or an inconspicuous area. Observe whether there is a clear film layer. Co-extruded products have a thick, uniformly colored surface layer. Laminated products have only a thin film.
Feel the surface: Smooth without texture indicates printed lamination. Even texture not necessarily matching the pattern indicates ordinary embossing. Texture precisely matching the pattern indicates synchronized register.
Do a scratch test: Lightly scratch an inconspicuous area with a key or coin. Laminated products are easily scratched, leaving white marks. Thermal transfer and co-extruded products show shallower marks with consistent color.
Do a water immersion test: Soak a sample in water for 24 hours. Laminated products may bubble at edges. Thermal transfer and co-extruded products show no change.

6. Frequently Asked Questions
Q: Can the surface of co-extruded products be scratched?
A: Yes, but scratches are less noticeable and do not reveal a different color underneath because the surface color is uniform throughout. Light scratches can be repaired with fine sandpaper.
Q: How much more expensive is synchronized register compared to ordinary 3D embossing?
A: Synchronized register is 30% to 50% more expensive, mainly due to higher equipment and mold costs.
Q: How long do printed laminated products last?
A: Under normal indoor use, 5 to 8 years, after which edge film lifting or surface wear may occur. Under direct sunlight, fading occurs within 1 to 2 years.
Q: Will thermal transfer patterns fade?
A: Not indoors. Outdoors, without a UV coating, fading begins after 2 to 3 years.
Q: Which technology is most environmentally friendly?
A: Co-extrusion and thermal transfer do not use adhesives, so they have good environmental performance. Printed lamination involves film and adhesives that may contain trace VOCs.
7. Summary
The surface treatment technology of WPC wall panels determines their appearance quality, durability, and price range. Printed lamination suits budget-limited indoor projects. Thermal transfer plus 3D embossing is the mainstream choice for mid-range decoration. Synchronized register meets the high-end indoor demand for realism. Co-extrusion is the first choice for outdoor and high-end commercial projects. Understanding the differences between these five technologies helps you select the most suitable product based on your needs and budget.
If you are interested in products with a specific technology, please contact us for samples and process documentation.
For samples, quotes or technical consultation, please contact:
Official Website: http://www.ltpvcfactory.com
WhatsApp: +86 17757302351
Email: [email protected]
Sample Policy: Free samples and brochures are provided, with freight collect.

